Was ist Siebdruck?
Der Siebdruck ist ein Druckverfahren, bei dem die durchdruckenden Stellen der Druckform siebartig geöffnet sind. - DIN-Normungsausschuß
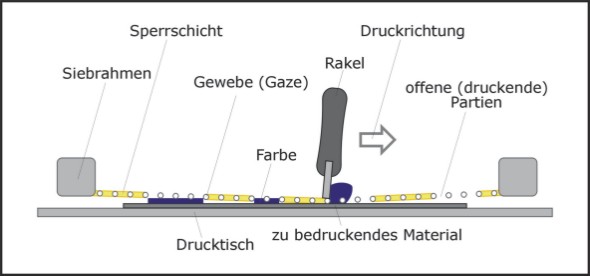
Die Besonderheit dieses Druckverfahrens ist, daß die Farbe mittels einer Rakel durch die Druckform gedruckt wird. Da man die nichtdruckenden Teile auf dem Gewebe (Gaze) abdecken muß spricht man auch von einem Schablonierverfahren.
Anwendungebereiche
Siebdruck umgibt uns in unserem Alltag auf die unterschiedlichste Art und Weise: Aufdrucke von Firmenlogos und Beschriftungen, Textildrucke, Tapetendrucke, Dekors auf Gebrauchsgegenständen, Plakate, Beschriftungen auf Metallen, Acrylglas, Holz, Folien unterschiedlichster Qualität, Planen, Transparente usw.
Die Anwendungsmöglichkeiten sind fast unbegrenzt. Diese Vielfältigkeit unterscheidet den Siebdruck grundsätzlich von anderen Druckverfahren.
Bei allen Anwendungsbereichen macht man sich die speziellen Vorteile des Siebdrucks zunutze, z.B. daß man unterschiedliche Schichtdicken auf die verschiedensten Bedruckstoffe und Formkörper aufbringen kann.
Die Geschichte des Siebdrucks
Die älteste Form des Siebdrucks beruht auf einer Schablonentechnik. Der früheste Nachweis über den Gebrauch von Schablonen stammt aus altsteinzeitlichen Höhlen in den französischen Pyrenäen (ca. 14 000 v.Chr.). Dort hat man negative Handabdrücke gefunden, bei denen man die Farbpigmente durch ein Rohr oder einen Knochen um die ausgestreckte Hand geblasen hat.
Aus dem Mittelalter ist eine frühe Form des Siebdrucks bekannt: Ein Tuch wurde teilweise mit Teer bestrichen, so erhielt man eine Negativschablone. Mit einem Pinsel konnte dann die Farbe durch die freigelassenen Stellen gedrückt werden.
Die Einfuhr von Holzrahmen aus Japan ermöglichte das Aufbringen der Schablone auf einem festgespannten Gewebe. Dies erlaubte nun auch kompliziertere Muster.
1907 erhielt der Engländer Samuel Simon als Erster ein Patent für seine Methode der Schablonenherstellung. Er benutzte dafür Füllmaterial, das er direkt auf das Sieb auftrug.
Kurz danach kam die Rakel auf, mit deren Hilfe die Druckfarbe viel gleichmäßiger aufgetragen werden konnte als durch tupfen mit dem Pinsel. Dadurch gewann das Verfahren auf dem Kunstmarkt eine immer größer werdende Bedeutung.
Die Pop-Art hat den Siebdruck populär gemacht. Die Reproduktion war nicht mehr Mittel zum Zweck der Vervielfältigung, sie wurde auch zum Thema. Der Rasterpunkt wird zum Gestaltungsinhalt wie bei Roy Lichtenstein. Der Siebdruck wurde in den späten 60er und 70er Jahren das beherrschende Druckverfahren in der Kunstgraphik.
Man begann nun immer mehr die Möglichkleiten des Siebdrucks, z.B. den hohen Farbauftrag, auszunutzen. Auch die Industrie erkannte die vielfältigen Möglichkeiten des Siebdrucks, z.B. für die Leiterplattenherstellung.
Der Siebrahmen
Das ursprüngliche Material für Siebdruckrahmen war Holz. Durch die geringe Feuchtigkeits- und Chemikalienbeständigkeit sowie die ungenügende Formstabilität der Holzrahmen hat sich dann der Metallrahmen durchgesetzt. Dieser weist meist ein Vierkantprofil auf und ist auch mit einer hohen Siebspannung, wie sie heute gewünscht wird (15-20 Newton), noch biegestabil und verwindungsfest. Große Siebdruckrahmen bestehen wegen des besseren Handlings meist aus Aluminium. Für sehr große Formate muß dickwandiges Alu-Profil verwendet werden, damit es keinen Spannungsverzug das Rahmens gibt.
Das Bespannen der Rahmen übernimmt heute meistens ein spezieller Spannservice. Beim Bespannen ist darauf zu achten, daß Kett- und Schußfaden rechtwinklig zum Rahmen befestigt werden und die Kettrichtung in Rakelrichtung verläuft.
Beim Bespannen von Rahmen für den Mehrfarbendruck sollten möglichst alle Rahmen gleichzeitig bespannt werden. Alle Siebdruckrahmen müssen dabei die gleiche Gewebespannung aufweisen, was für eine hohe Paßgenauigkeit Voraussetzung ist. Während des Spannens ist auf ausreichende Anpassungszeiten zu achten, um eine Überdehnung zu verhindern. Dadurch kann der Spannungsabfall eines frisch gespannten Siebes in Grenzen gehalten werden.
Für das Verkleben des Gewebes mit dem Rahmen wird ein Zweikomponentenkleber verwendet, der mit einem Schutzlack gegen Lösemittel und andere Chemikalien überzogen wird.
Das Gewebe
Der Siebdruck verwendet Gewebe oder Gaze als Schablonenträger. Das ehemals übliche Baumwoll- b.z.w. Seidengewebe ist für den industriellen Fertigungsprozeß von der synthetischen Faser abgelöst worden. Für Spezialaufgaben werden auch Metallgewebe eingesetzt.
Das Gewebe im Siebdruck muß Eigenschaften wie Haltbarkeit, Abriebfestigkeit, guten Farbdurchlaß und Beständigkeit gegen Chemikalien erfüllen.
Man unterscheidet die Gewebe nach monofiler und multifiler Struktur. Multifile Gewebe bestehen aus mehrfasrig gezwirntem Faden, wohingegen das monofile eine einadrige Struktur besitzt.
Für den Textildruck werden oft multifile Polyestergewebe verwendet, da durch ihre rauhe Oberfläche und Grobmaschigkeit eine bessere Verankerung des Schablonenmaterials auf dem Gewebe erreicht werden kann. Beim grafischen Siebdruck werden ausschließlich monofile Gewebe eingesetzt. Diese zeichnen sich durch Gleichmäßigkeit, eine glatte Oberfläche und hohe Scheuerfestigkeit aus. Zudem lassen sich diese Gewebe besser reinigen.
Heutzutage werden meistens eingefärbte Gewebe (gelb, rot, orange) verwendet, da es beim Belichten zu keiner Unterstrahlung feiner Vorlagendetails kommen kann und somit Fehlbelichtungen vermieden werden können. Es ist dann aber auf eine Verlängerung der Belichtungszeit zu achten.
Die Gewebetypen werden durchAngaben über die Fadenzahl pro laufendem Zentimeter und deren Fadenstärke bestimmt. Es werden Feinheiten von 10 - 200 Fäden pro Zentimeter angeboten. Innerhalb der einzelnen Feinheiten wird noch die Fadenstärke beachtet. Diese unterteilt man in die drei Kategorien S = small (dünn), T = thick (dick) und HD = heavy duty (sehr dick). Zur besseren Kontrolle wird in letzter Zeit auch nur noch der genaue Durchmesser des Fadens angegeben. Eine Gewebebezeichnung sieht dann z.B. folgendermaßen aus: 120-34 (früher 120T) bedeutet 120 Fäden pro cm² 34 Micron dick.
Eine weitere wichtige Größe ist der Sieböffnungsgrad, der, in Prozentwerten angegeben, das Verhältnis von offener Siebfläche an der Gesamtfläche wiedergibt. Dies ist wiederum von der Maschenweite und der Fadendicke abhängig.
Es gibt auch noch zwei verschiedene Bindearten, und zwar die Taft- b.z.w. Leinwandbindung und die Körperbindung. Meistens wird mit der Taftbindung gearbeitet. Hier werden Kett- und Schußfaden einfach gleichmäßig gekreuzt.
Im Textil- und Schaltungsdruck werden die grobmaschigen Gewebe, in der Regel 30er- bis 60er-Gewebe, verwendet. Das im grafischen Siebdruck am häufigsten anzutreffende Gewebe ist das 100er oder 120er. Hiermit lassen sich die meisten Aufgaben, z.B. auch gröbere Raster, bewältigen. Feinere Gewebe werden nur bei feinsten Details benötigt oder wenn ein reduzierter Farbauftrag gewünscht ist (z.B. bei UV-härtenden Farben).
Die Vorlage
Die manuelle Erstellung von Kopiervorlagen erfolgt meistens mit einem Maskierfilm, wegen seiner Farbe auch Rotfilm gennant, der von Hand oder einem Plotter geschnitten wird.
Bei der reprotechnischen Vorlagenerstellung für den Siebdruck ist auf eine seitenrichtige Wiedergabe, spezielle Filmdichtewerte, Rasterweiten und -struktur (siehe auch die Rasterseite) zu achten.
Bei Strichvorlagen für grafische Zeichnungen, flächige Darstellungen und Schriften ist auf die Strichstärke zu achten, da es bei zu feinen Details beim Belichten zu Verlusten durch Unterstrahung kommen kann.
Nach der Herstellung der benötigten Vorlagen von Bild- und Textteilen werden diese zu einer Kopiervorlage zusammengestellt. Im Siebdruck müssen die Filme immer seitenrichtig montiert werden. Ein Einteilungsbogen kann hier sehr nützlich sein. Nach anbringen der Passkreuze, zum bildunabhängigen Prüfen des Passers, und der Schnittmarken ist die Druckvorlage fertig zum Belichten.
Die Schablone
Eine Siebdruckschablone kann nach mehreren Verfahren hergestellt werden. Nach den unterschiedlichen Techniken gliedert sich die Schablone in zwei Hauptgruppen: die durch Handarbeit hergestellte und die fotomechanisch hergestellten Schablonen.
Bei durch Handarbeit hergestellten Schablonen wird entweder direkt auf dem Sieb gemalt oder eine Schnittschablone hergestellt. Diese Schnittschablone besteht aus einer Polyester-Trägerfolie, auf der eine dünne Emulsionsschicht aufgebracht ist, und aus der das Druckmotiv ausgeschnitten und ausgehoben wird. Diese Verfahren bleiben natürlich nur künstlerischen bzw. kunstgewerblichen Anwendungen vorbehalten.
Bei fotomechanisch hergestellten Schablonen wird das Gewebe mit einer lichtempfindlichen Emulsion, der Kopierschicht, beschichtet. Dabei kann diese Emulsion entweder in flüssiger Form oder, auf einen Polyesterträger gegossen, auch in verschiedenen Stärken als dünne Filmschicht vorliegen. Sie wird dann auf das Sieb übertragen und dient als Sperrschicht. Voraussetzung ist allerdings, daß die wasserlösliche Schicht durch eine geeignete Kopierlampe, am besten eine Metallhalogenidlampe mit z.B. 3000 - 5000 Watt, gehärtet werden kann. Die druckenden Teile müssen bei diesem Kopiervorgang durch einen manuell, fotomechanisch oder auf anderem Weg erstellten seitenrichtigen Positivfilm abgedeckt werden, um die gewünschte Wasserlöslichkeit bei der anschließenden Freilegung (Entwicklung) des Motivs auf dem Sieb zu bewahren.
Die fotomechanisch hergestellten Schablonen unterteilen sich noch einmal in drei Gruppen:
die Direktschablone
die Kapillarschablone
die Indirektschablone
1. Bei der Direktschablone wird die flüssige lichtempfindliche Emulsion mit einer Metallrinne mit scharfer Kante auf das Sieb aufgebracht und getrocknet. Dies ist die am häufigsten angewandte Methode zur Schablonenherstellung, da sie relativ einfach, billig und die Schablonen sehr beständig sind. Durch Beschichtungsautomaten und neue Polymeremulsionen wird heutzutage die Qualität von Kapillarschablonen erreicht.
2. Die gleichen Emulsionen sind bei dem Kapillarfilm auf eine dünnen Polyester-Trägerfolie augegossen und werden auf das nasse Gewebe übertragen. Nach dem Trocknen kann man dann die Trägerfolie abziehen und das Sieb belichten. Diese Schablonen haben eine sehr gute Detailwiedergabe aber durch die geringere Haftung am Gewebe nicht die Beständigkeiten einer Direktschablone.
3. Die Indirekt- oder auch Gelatineschablone besteht auch aus einer lichtempfindlichen Emulsion, die auf einem Täger aufgebracht ist. Sie wird aber vor dem Übertragen auf das Gewebe durch den transparenten Träger belichtet, dann in einer 3%igen Wasserstoffperoxydlösung entwickelt und danach naß übertragen. Beim Belichten fällt hier das Gewebe als Störfaktor weg. Mit diesen Schablonen kann man feinste Details drucken, sie sind aber nicht weit verbreitet, da sie sehr empfindlich und schwierig herzustellen sind.
Zur besseren Haftung, und damit keine sogenannten Fischaugen entstehen, wird das Gewebe vor dem Aufbringen der Emulsion präpariert, d.h. das Gewebe wird mit entsprechenden Mitteln entfettet und gereinigt.
Nach dem Entwickeln und Trocknen der Schablone müssen nur noch die Fehlstellen, die z.B. durch mitkopierte Staubpartikel entstehen, mit einem Abdecklack retuschiert werden.
Die Siebe können mehrfach verwendet werden. Dazu muß man nach dem drucken die Schablone von Farbresten reinigen dann die Kopierschicht mit einem Entschichter vom Gewebe waschen. Eventuell noch vorhandene Geisterbilder (Farb- und Schichtrückstände) werden mit einem Regenerierer entfernt.
Die Siebdruckfarbe
Im Siebdruckverfahren ist die Vielfältigkeit der zu bedruckenden Materialien extrem groß. Und entsprechend vielfältig ist das Angebot an Druckfarben. Bei der Auswahl muß man auf Beständigkeiten, technische Verarbeitbarkeit, Wirtschaftlichkeit und Umweltverträglichkeit achten.
Physikalisch schnelltrocknende Druckfarben auf Lösemittelbasis sind im Siebdruck immer noch die am häufigsten eingesetzten Farbsysteme. Sie bestehen im wesentlichen aus Pigment (Farbmittel), Binde- und Lösemittel. Das Lösemittel hat die Aufgabe, die Harze des Bindemittels zu lösen und so die Farbe druckbar zu machen. Beim Trocknen der Farbe verdunstet das Lösemittel und der feste Farbfilm entsteht. Durch diese Verdunstung reduziert sich auch die übertragene Farbschicht um mehr als die Hälfte. Um die Farbe richtig einzustellen braucht man noch verschiedene Additive, Hilfs- und Zusatzmittel, z.B. Verzögerer oder Verlaufsmittel.
Neben diesem Farbsystem gibt es im Siebdruck noch andere:
oxidativ trocknende Farben, die durch Luftsauerstoffaufnahme vernetzen
wasserbasierende Farbsysteme, bei denen die Lösemittelanteile konventioneller Farben teilweise durch Wasser ersetzt werden
Zweikomponenten-Druckfarben, die durch chemische Aushärtung sehr hohe Beständigkeiten haben Einbrennfarben, z.B. für die Keramikindustrie, die erst bei hohen Temperaturen (ca.150 Grad) vernetzen
UV-Druckfarben, die erst durch die von UV-Strahlern abgegebene Energie vernetzen
Alle diese Farbsysteme haben spezielle Vor- und Nachteile und sind nur für bestimmte Aufgaben geeignet. Es gibt aber fast keinen Bedruckstoff für den nicht die richtig Siebdruckfarbe gefunden werden kann.
Der Druck
Es gibt verschieden Maschinentypen im Siebdruck:
Handdrucktisch
Halbautomat
Dreiviertelautomat
Vollautomat
Zylinder-Siebdruckmaschine
Rundkörper-Druckmaschine
Tampondruck-Maschine
Am Handdrucktisch wird die Rakel von Hand geführt. Die einfachste Art zu drucken ist das Sieb einfach mit 2 Klemmscharnieren an einem Tisch zu befestigen. Bei richtigen Handdrucktischen wird die Rakel in eine Halterung geschraubt und damit gleichmäßig über das Sieb geführt.
Halb-, Dreiviertel- und Vollautomaten unterscheiden sich nur durch die Bogenzuführung und -abnahme. Beim Halbautomaten wird der Bogen von Hand in die Maschine eingelegt und auch wieder herausgenommen, der Dreiviertelautomat legt mit einem Greifersystem die Bogen ab und der Vollautomat legt die Bogen zusätzlich direkt vom Stapel in die Maschine. Allen ist gemeinsam das sich auf dem Vakuumtisch eine Druckeinheit befindet, bei der die Rahmenhebung und -senkung sowie die Rakelbewegung bei der Druckausführung motorgetrieben sind. Nur bei Zylinder-Vollautomaten gibt es keinen flachen Vakuumtisch, sondern einen runden Druckzylinder, der das Papier während des Druckvorgangs vorwärts bewegt. Dieses Prinzip eignet sich für große Auflagen, es können aber nur dünne Materialstärken verarbeitet werden.
Besonders im Etiketten- und Tapetendruck werden Zylinder-Siebdruckmaschinen eingesetzt, bei denen ein runder Siebzylinder mit innenliegendem Farbzuführungs- und Rakelsystem auf einer bedruckstofftransportierenden Gegendruckwalze läuft.
Die Druckrakel ist ein zentrales Handwerkszeug des Siebdruckers. Sie besteht aus einer Halterung, in die das Rakelblatt eingespannt wird. Dieses Rakelblatt besteht überwiegend aus Polyurethan und kann verschiedene Härtegrade, je nach Motiv und Bedruckstoff, aufweisen. Heute gibt es auch Verbundstoffe (Laminate), bei denen die Druckkante aus weichem, die Rückseite aus versteiftem hartem Kunststoff besteht. Durch den harten Kunststoff wurde die Biegefestigkeit der Rakel erheblich verbessert. Das Fluten der Farbe, also das Füllen der offenen Gewebestellen vor dem eigentlichen Druck, übernimmt eine sogenannte Vorrakel, die aus einem Metallblech besteht.